Product Center

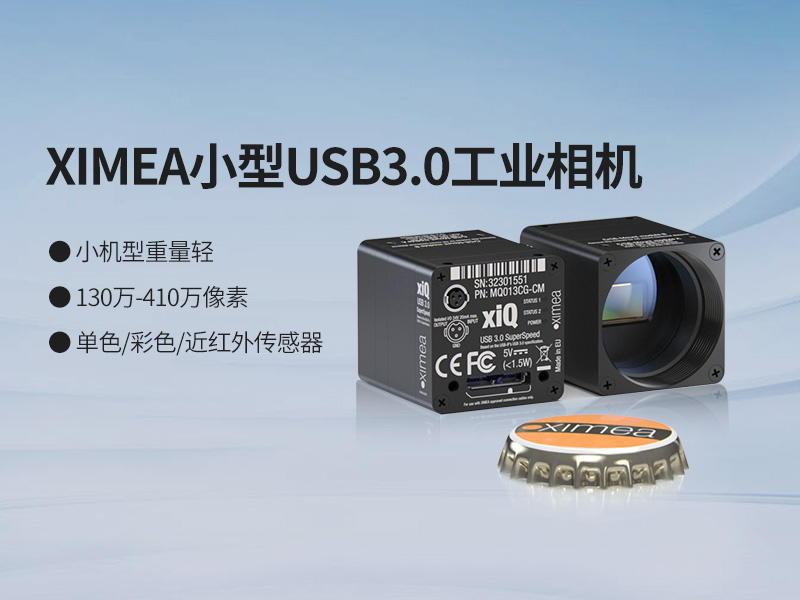
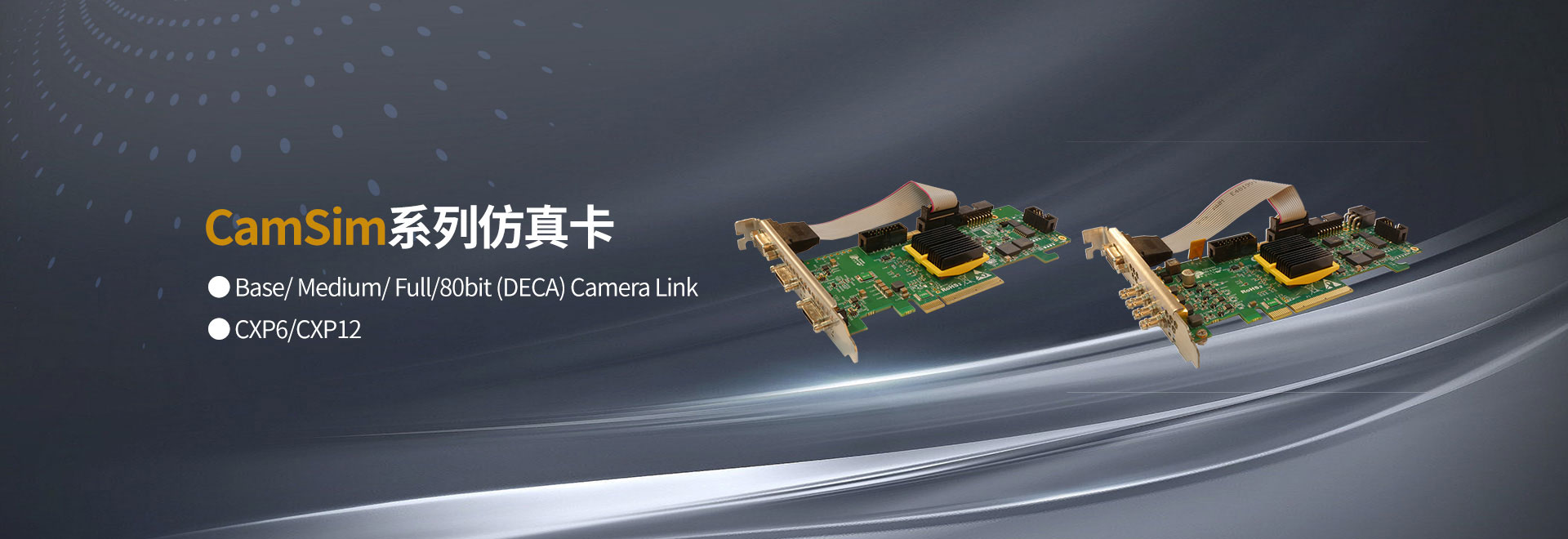
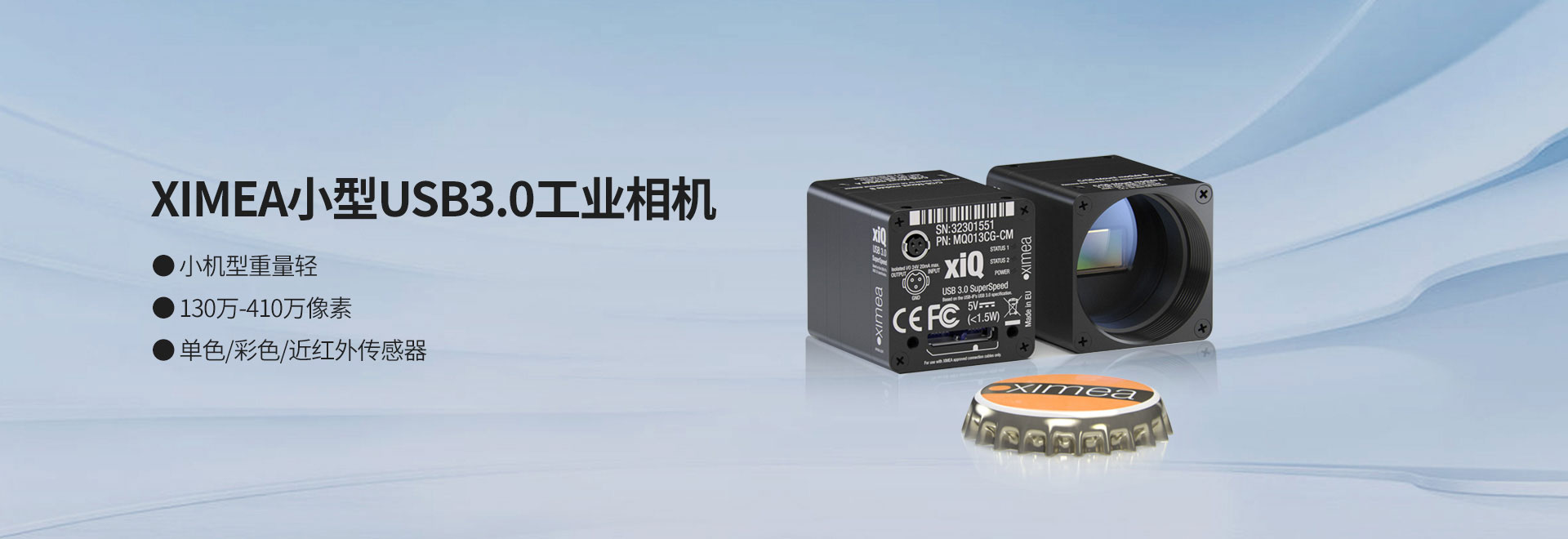
为给广大客户提供专业先进、高效创新、经济多样的解决方案,公司代理销售欧美亚等地区各大机器视觉品牌产品,掌控先进的行业标准和技术经验。公司代理产品均通过欧盟CE质量认证,产品远销国内外各大科研院所、高校、科技企业,受到广大客户的青睐。














010-82895362
网址:https://www.cnimage.com
邮箱:vision2010@cnimage.com
地址:北京市海淀区上地信息路1号国际科技创业园1—1705










































 工业检测
工业检测
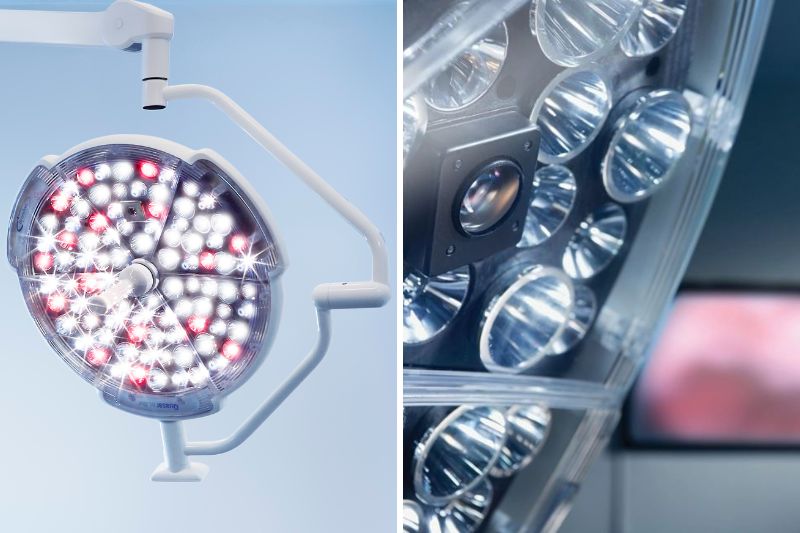
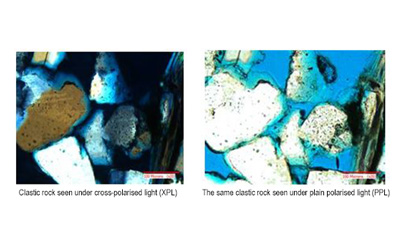
 生命科学
生命科学

 工业自动化
工业自动化

 无人机
无人机